EnglishEspañolPortuguêsDeutschहिंदी日本語ខ្មែរNederlandsالعربية한국어मराठीMalagasyItalianoPolskiSvenskaελληνικάPусскийภาษาไทยTürkShqipMagyarViệtSamoaМонголMaltiIndonesia FrançaisMelayuҚазақшаYorùbáবাঙালিעִברִיתGàidhligSomaliEesti keelKreyòl Ayisyennorskčeštinaفارسیతెలుగుမြန်မာBosanskiMaoriქართულიRomânăбеларускіУкраїнськаతమిళGaeilgeSuomalainenپښتوລາວհայերենSlovenščinaFilipinoO'zbekÍslenskaייִדישLatviešuGalegoFryskनेपालीKurdîCatalàбългарскиHawaiianHrvatskiਪੰਜਾਬੀWong JawaKiswahililëtzebuergeschisiXhosaEuskalSundaZuluગુજરાતીТоҷикӣ
- Zuhause
- Über uns
-
Produkt-Liste
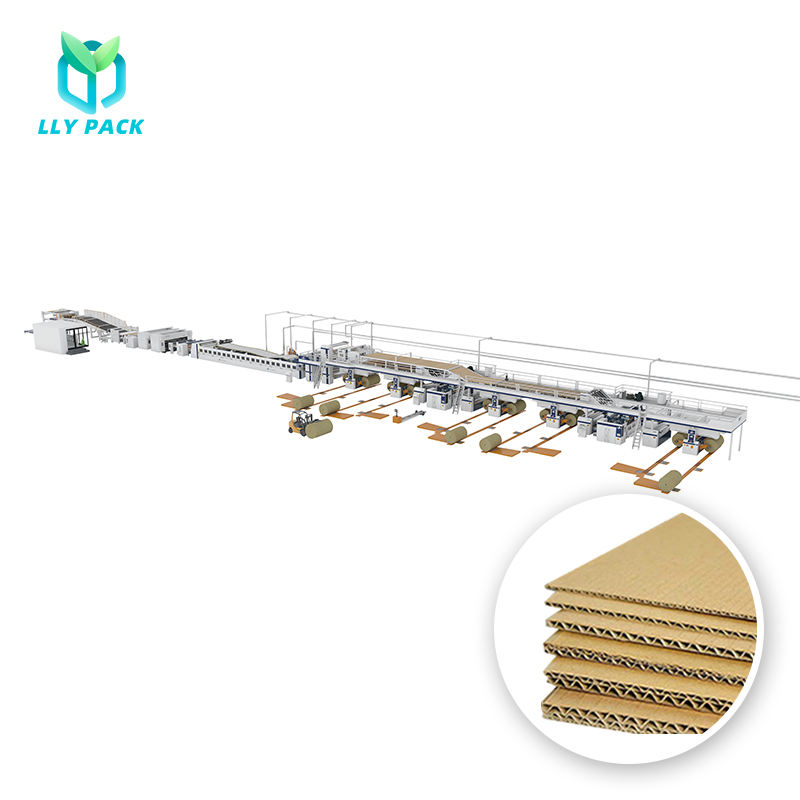
- Wellblech
- Wellmaschine >
-
Wellmaschinen Ersatzteile >
- Drehgelenk
- Kamm für Slitters Torschütze
- Bremsbelagsatz
- Membranpumpe für Kleber
- Papierstreifen aus Papier
- Expansionsfutter.
- Flexibler Metallschlauch.
- Schleifrad
- Klebeband für Splicer
- Wellwalze
- Schneidklinge
- Überkopfbrückentraktionsgürtel
- Sonnenrad
- Förderband
- NC Schneidklinge
- Kondensatableiter
- Pneumatische Zylinder
- Pneumatische Bremse
- Luftbrübchenfeder
- Vakuumpumpe Wasserring
- Wellmaschinenschmiermittel
- Kautschukhalter
- Titan-plattierter Abstandhalter
- Flexo -Drucker -Slotter
- Flexo -Druckermaschine >
-
Drucker Ersatzteile >
- Kupferplatte
- Druckplatten-Rack
- Aropumpe
- Stahl- und Messingbürste
- Tintenfilter
- Arztblätter
- Ambossabdeckung
- Schaufelblatt
- Faserband
- Hängender Rahmen
- Pet Pre-Strip mit Film
- R- und BAK -Druckkissen
- Fütterungsrad
- Ein Weg mit Lager
- Rotations-Matrize
- Einzelne Membranpumpe.
- Tintenkanalende Block
- Gummiemembran
- Entenbillventil
- Magnetische Kupplungsbremse
- Hanging Groove Strip
- Verpackungsmaschine >
- Kartonmaschine >
- Kartonmaschinenteile >
- Doppelte Fader-Gurte.
- Nähen des Klebensystems >
- Karton Schnittklinge >
- Wolframstahlklinge >
- Schleifrad
- Abfallstripper
- Verpackungsmaschinenklinge >
- Ausrüstung vorab >
-
Industrial Cutting Blade >
- Fliese Schneidkreissägeklinge
- Metallschneideblatt
- Holzschnittsägenklinge
- Nahrungsschneideblatt
- Faserschneidklinge
- Chipper Blade
- Biegeform
- Blatt für Gemüseschneidemaschine
- Stahldünne Klinge
- Tsukatani -Sterbe Klinge
- Drucker Die Schnittklinge
- Maskenmaschinenklinge
- Slitter Rewinder Blade
- TMR Blade
- Tabakkreisklinge
- Scherblade rollen
- Gezacktes Messer für die Verpackungsmaschine
- Papierschneidebandklinge
- Doktorklinge
- Runde Klinge
- Drei Löcher Blade
- Keramikklinge
- Bandmesserklinge für Stoff
- Bandmesserklinge für Schwammschaum
- Bandmesserklinge für die Spaltmaschine
- Bandmesserklinge für Papier
- Messerhalter
- Industrial Cutting Blade
- Fräser
- Winkelmühle
- Shredder Blade
- V Grooving Blade
- Elektrische Schere
- CNC Machine Blade & Tools
- Lebensmittelverarbeitungsklinge
- Nachricht
- Video
- Kontakten
- Anfrage versenden